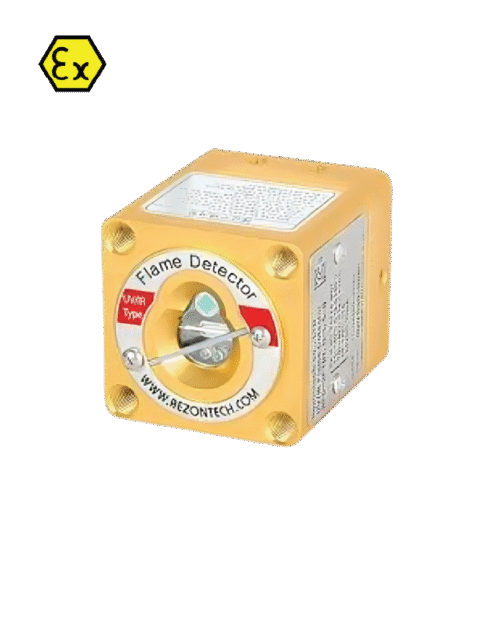
RFD-5000X UV/IR Flame Detector: Advanced Flame Detection for Industrial Safety
The RFD-5000X represents a new generation of high-performance flame detectors designed for critical applications in industrial environments where early and accurate flame detection is essential for personnel and asset protection. Engineered with advanced UV/IR sensing technologies, this flame detector provides exceptional performance, durability, and reliability even in the harshest environmental conditions. Whether installed in hazardous areas like petrochemical plants, refineries, or energy storage facilities, the RFD-5000X delivers dependable protection and peace of mind.
Superior Flame Detection Performance
The RFD-5000X uses a combination of ultraviolet (UV) and infrared (IR) sensors to detect flame incidents with exceptional speed and accuracy. This dual-spectrum technology enhances false alarm immunity and increases detection reliability under varying environmental conditions.
It is capable of detecting n-Heptane fires up to 98.5 ft (30 meters) with a wide field of view (FOV) of 90° horizontal (H90°) and 90° vertical (V90°). This allows for comprehensive area coverage and minimizes the number of detectors required to secure large areas.
With a typical response time of 5 seconds, the RFD-5000X ensures fast detection and response to minimize risks and mitigate damage from fire incidents. The detector can operate reliably in the most demanding conditions, providing consistent performance regardless of wind, rain, snow, or fog.
Rugged and Durable Construction
The RFD-5000X is built to withstand the toughest industrial environments. The housing is constructed from high-strength aluminum, which offers excellent corrosion resistance while keeping the device lightweight and easy to install.
Its compact size of W146 x H118 x D108 mm and a total weight of 2.4 kg (with bracket) makes it suitable for a wide variety of mounting options, including walls, ceilings, or pole installations. The robust construction ensures long-term durability and reduces maintenance needs.
The detector is designed to function under extreme conditions, with an operating temperature range from -40°C to +80°C, and can tolerate up to 95% relative humidity, making it ideal for both indoor and outdoor applications.
Additionally, the RFD-5000X meets IP66 and IP67 protection standards, ensuring it is dust-tight, waterproof, and capable of withstanding high-pressure water jets and submersion.
Electrical Specifications and Communication Interfaces
The RFD-5000X is designed for flexible integration into existing and new fire alarm and process control systems. It operates at 24 VDC, with an allowable input range of 18 VDC to 30 VDC. Despite its advanced capabilities, the detector consumes only 3.6W maximum at 30 VDC, making it an energy-efficient solution for continuous operation.
The flame detector supports multiple output options for seamless integration into building management systems (BMS), distributed control systems (DCS), or programmable logic controllers (PLC):
- Relay Contacts for Fire, Fault, and Warning Alarm conditions, enabling immediate activation of safety procedures.
- 4–20mA Current Output to provide proportional signal output to control and monitoring equipment.
- RS-485 Proprietary Communication for long-distance, high-speed data transmission and real-time system monitoring.
Its conduit entry size includes 2 x ¾ inch NPT, ensuring ease of installation and secure wiring connections.
Explosion-Proof and Safety Certifications
The RFD-5000X is engineered to provide reliable performance in hazardous environments where explosive gases, vapors, or dust are present. It carries multiple international certifications, including:
- ATEX and IECEx compliance for hazardous locations.
- Ex db IIC T6…T4 Gb protection, making it suitable for explosive gas atmospheres.
- Ex tb IIIC T85°C…T100°C Db certification for explosive dust atmospheres.
These certifications ensure the RFD-5000X can be safely used in classified areas, such as Zone 1 (gas) and Zone 21 (dust) hazardous locations. The detector is designed to withstand and contain internal explosions without igniting surrounding gases or dusts.
The performance approvals are currently pending EN54-10 and FM3260, further demonstrating the product’s commitment to meeting the highest international safety and performance standards.
Key Applications
With its superior detection performance and rugged design, the RFD-5000X is the flame detector of choice for a wide range of industrial and commercial applications, including:
- Oil & Gas Facilities: Providing critical flame detection in refineries, drilling platforms, and storage depots.
- Petrochemical Plants: Ensuring early fire detection in chemical manufacturing and processing plants.
- Power Generation Facilities: Enhancing safety in battery energy storage systems (BESS) and hydrogen plants.
- Pharmaceutical & Chemical Industries: Protecting sensitive environments where volatile chemicals are present.
- Transportation Hubs and Airports: Detecting fuel leaks or fires in critical infrastructure.
- Offshore and Marine Applications: Withstanding the demanding conditions of offshore rigs and vessels.
Benefits and Advantages
The RFD-5000X delivers multiple advantages over conventional flame detectors:
- Advanced UV/IR dual-sensor technology for fast, reliable detection and reduced false alarms.
- Wide area coverage with a 90° field of view in both horizontal and vertical planes.
- Rugged aluminum construction ensures long-term durability and corrosion resistance.
- Low power consumption lowers operational costs.
- Multiple communication options allow for flexible system integration.
- Certified explosion-proof design guarantees safety in hazardous locations.